Горизонтальная машина непрерывного литья заготовок (ГМНЛЗ)
ООО «СПЕЦМАШ» разрабатывает и производит горизонтальные машины непрерывного литья стальных заготовок (ГМНЛЗ). В основе разработок лежат лучшие достижения отечественной горизонтальной непрерывной разливки, в том числе опыт эксплуатации экспериментальных ГМНЛЗ во ВНИИМетмаш и промышленной машины на Карагандинском металлургическом комбинате.
КОНЦЕПЦИЯ ГМНЛЗ
При разработке конструкций ГМНЛЗ и технологии разливки в ООО «СПЕЦМАШ» исходили из возможного их применения в составе литейно прокатных агрегатов при сооружении мини-заводов с годовым выпуском продукции 30 … 100 тыс. тонн. Основная задача при сооружении агрегата с такой невысокой для металлургической промышленности производительностью - это максимально возможное снижение стоимости при обеспечении удовлетворительного качества заготовок. Применение дополнительных технологических операций, таких как подача металла под уровень, подогрев жидкого металла в промковше, электромагнитное перемешивание и пр., здесь должно строго обосновываться требованиями качества. Расширение диапазона сечений отливаемых заготовок должно сопровождаться соответствующим повышением производительности.
Оптимизация скорости разливки и частоты циклов вытягивания в зависимости от марки стали, сечения кристаллизатора, температуры металла обеспечивает получение заготовок заданного качества для использования их в технологическом процессе прокатки с горячим посадом.
В 2003 году на НПП "ТОЧМЕТ» была введена в эксплуатацию одноручьевая опытная горизонтальная установка, предназначенная для получения круглых заготовок диаметром 70 … 80 мм из углеродистых качественных и низколегированных сталей. На ней были отработаны основные положения концепции ГМНЛЗ малой производительности, а также впервые в отечественной практике была осуществлена разливка стали с частотой циклов вытягивания до 90 … 100 в минуту, в том числе и с обратным ходом заготовки.
Относительно невысокие скорости литья и низкий перегрев стали в промковше позволили получить удовлетворительное качество макроструктуры заготовок без применения электромагнитного перемешивания. Осевая пористость в слитке была оценена баллом 2 по ОСТ 14-1-235-91.
УСТРОЙСТВО ГМНЛЗ
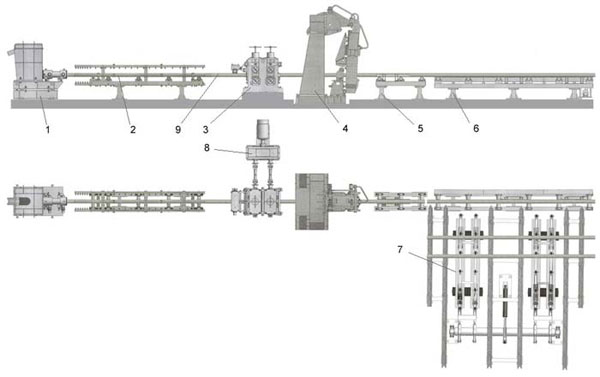
- 1. Блок металлоприёмник-кристаллизатор (БМК);
- 2. Зона вторичного охлаждения (ЗВО);
- 3. Механизм вытягивания заготовок (МВЗ);
- 4. Устройство порезки заготовок;
- 5. Промежуточный рольганг;
- 6. Приводной рольганг;
- 7. Механизм уборки заготовок;
- 8. Редуктор с серводвигателем;
- 9. Слиток.
Блок металлоприёмник-кристаллизатор является основным технологическим узлом машины, предназначен для
приема жидкой стали из сталеразливочного ковша, выдержки, подачи в кристаллизатор и начального формирования
слитка.
ЗВО занимает участок от выходного торца кристаллизатора до механизма вытягивания
заготовок и на МНЛЗ ГТ состоит из неприводной роликовой проводки с горизонтальными и вертикальными роликами,
системы водяного, водо-воздушного или воздушного охлаждения и устройств электромагнитного перемешивания.
Наибольшее значение вторичное охлаждение имеет при отливке заготовок крупного сечения,
когда имеющая небольшую относительную толщину оболочка слитка, испытывает с одной стороны значительные
растягивающие напряжения вследствие усадки, с другой - вторичный разогрев от массы жидкого металла.
В таких условиях могут возникать как наружные, так и внутренние трещины. Поэтому крупные заготовки
(блюмы и слябы) требуют эффективного водяного или водо-воздушного охлаждения в ЗВО. При отливке же
слитков малых сечений применяется уже "мягкое" водо-воздушное или воздушное охлаждение.
Для разделения непрерывно-литой заготовки на мерные длины в настоящее время применяют устройства газовой резки и ножницы.
Устройства газовой резки по сравнению с ножницами обладают такими преимуществами как:
- простота конструкции;
- компактность расположения оборудования;
- простота обслуживания.
Наряду с этим имеются и некоторые недостатки:
- снижение выхода годного;
- меньшая скорость резания;
- необходимость в устройствах газоочистки.
Промежуточный рольганг применяется для направления непрерывнолитого слитка. Может располагаться как перед
устройством порезки заготовок так и после.
Участок уборки заготовок предназначен для ускоренного
удаления отрезанных слитков от устройства порезки заготовок и механизированного их складирования. Состоит из приводного уборочного
рольганга и механизма уборки.
Уборочный рольганг имеет групповой электропривод. Вращение всех роликов осуществляется от одного электродвигателя посредством раздаточного вала через червячные редукторы.
|